

Shipping industry
High-pressure water jetting removes growth, sediment, rust, paint and sea salt from the hull and cabin surfaces, Sea salt deposited on ships, stripping of adhesions from cabins and bilges, etc.
Construction
Widely used in the construction industry as an aid to piling and tensioning of sheet piles, High pressure water assisted piling, Cement brushing instead of milling machine or manual brushing, Effectively avoid dust and other air pollution; Improving the working environment of road breaking, The concrete can be removed without damaging the overall structure, removal of concrete, and removing rust from reinforcing steel.
Tank cleaning
Safe and efficient operation, No need to lower the tanks manually, High cleaning efficiency; Depending on the composition of the scale and the cleaning requirements, The appropriate pressure level can be selected; No physical damage is caused, The surface of the reactor can be kept smooth, The surface of the reactor is kept smooth, so that the scale does not adhere to the reactor.
Chemical industry
In the chemical and pharmaceutical industries, high-pressure water jets can clean and decontaminate heat exchangers, tanks, pipes, valves, boilers, reactors, evaporators, filters, electrolysis tanks and other equipment, perform abrasive cutting in explosive areas.
Coal industry
In the coal sector, high-pressure water jets can be used for coal seam water injection, dust spraying, roofing devices, high-pressure water cutting joints and other work; It is a fundamental prevention and control measure to avoid gas disasters in coal mines, The cost is lower and the scope of application is wider.
Energy industry
High-pressure water jet technology is widely used in the energy sector, condensers, high and low pressure heaters, condensers, heat exchangers, etc. The cleaning and unblocking of pipes can be carried out, It can also be used to drill radial horizontal wells, cut abrasive jets, unblock near-well zones, flush sand, remove wax and rotate impact drilling with pulse jets.
Powder Metallurgy
In the powder metallurgy industry, high pressure water jet comminution technology is used to produce ultra-fine powders, Not only does it increase efficiency and save energy, it also ensures the purity of the crushed particles, without destroying the original crystalline structure of the particles.
Machinery manufacturing
Machining with high pressure water jets, High-pressure water jets can be used for cleaning, polishing, blasting or to remove rust, skinning, welding slag burrs, etc. from pipes, vessels, tanks and tanks and perform abrasive cutting in explosive areas
Food industry
High-pressure water jets are used in food processing, milk, beverages, pharmaceuticals, dyestuffs, fine chemicals and biotechnology; Providing greater safety, longer shelf life, natural colour and better taste.
Marine field
When the coating needs to be cleaned during subsea pipeline maintenance and repair operations, high-pressure water jetting equipment is used for the surface treatment of marine pipes. It can also be used for underwater cleaning and underwater cutting with abrasive water jets.
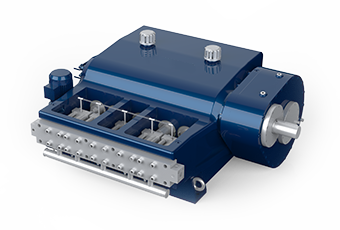
Single pump
The pressure and flow can be selected according to the actual working conditions.
350TJ5 High Pressure Plunger Pump750TJ5 High pressure plunger pump
75TJ3 High Pressure Plunger Pump
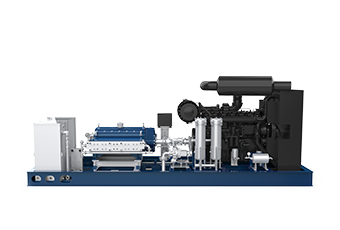
Unit
The product model can be selected according to the actual working conditions.
350TJ5 High pressure plunger pump Diesel engine system750TJ5 High pressure plunger pump Diesel engine system
350TJ5 High-pressure plunger pump Motor system
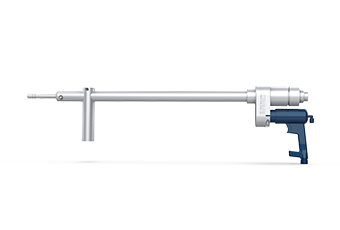
Actuator
Precision machining, strong wear resistance.
TT Rotating NozzleTQ02 New overflow gun
QDXZ Pneumatic rotary gun




Common sense of maintenance of power capacitor cleaning machine
time:2019-03-14
Power capacitor cleaning machine maintenance common sense power capacitor cleaning machine in the daily cleaning process, due to the influence of chemical or physical factors, the surface of the instrument will occur different changes, and even affect the effect of the cleaning of the instrument. Therefore, we should pay attention to the daily use of power capacitor cleaning machine maintenance, the editor of Zhengzhou Runda Electric Power Cleaning summarized some common sense maintenance, and now share with you.
I: Metal organic residues:
1. Surface changes: colored residues: blood, protein, drug residues.
2. Reason: (1). After use placed long, sent back to the treatment. (2) Chlorine-containing disinfectants soaked for too long, damaging metal surfaces (3). Repeated use of contaminated cleaning agent disinfectant, final cleaning incomplete (4). Ultrasonic treatment where the liquid does not touch the surface of the metal instrument and the contamination is not removed (5). No thorough cleaning (6). The temperature of water inlet for the first time during machine washing is >45 degrees, causing organic matter to coagulate and adhere to the instruments (7). Low water pressure, water flow, incorrect placement of instruments (8). Incorrect choice of washing programme (9). Incorrect use of attachments, excessive amount of instruments cut at one time (10). Complex instrument feed, joint areas and suture areas not fully opened.
3. Treatment: (1). Substandard, prompt rewash (2). Targeted manual cleaning (3). Poor quality instruments should be replaced promptly.
4. Prevention:(1) timely recovery and disposal, timely rinsing and removal of large stains when blood contamination is evident (2). Pre-wash water temperature <45 degrees.
II. Calcium metal residue:
1. surface changes: metal surface is now creamy white and grey residual discolouration, scattered on the surface of the instrument and the surface of the colloid of the washing machine.
2. Reason: The water used for cleaning contains too much calcium ions and the water quality is not up to standard.
3. Treatment: (1). Wipe with a soft non-woven cloth for cleaning (2). Mechanical cleaning disinfector cavity can be cleaned with acidic cleaning agent.
4. Prevention: The quality of water is up to standard to prevent the formation of calcium spots.
III. Metallic silicon and other mineral residues:
1. Surface changes: residues in instruments, sterile ware and cleaning and disinfection apparatus in the colloid, a variety of yellow-brown or blue-purple discolouration, from iridescent discolouration spots to coloured dots or droplets of dirt.
2. Causes: (1). Leakage of silicic acid during pure water screening (2). Incomplete rinsing during machine washing, causing silica ion residues to be carried out in the final rinse (3). Excessive minerals in the final rinse water or excessive substances in the steam condensate during the aseptic process.
3. Treatment: If the residue of the instrument is obviously discoloured and cannot be removed by chemical cleaning agents, mechanical treatment is used, but this can cause damage to the instrument.
4. Prevention: (1). Remind water quality (2). Treat coloured instruments with a weak acid (3). To prevent residues of cleaning agents, pay attention to correct cutting and correct placement of instruments to prevent residues of cleaning agents caused by accumulation of instruments (4). Machine washing procedures to be correct.
IV. Metal grey-black dioxin residue
1. Surface changes: gray-black.
2. Reasons: (1). When machine washing, the residue of the neutralizer is carried into the final rinsing stage (2). The use of high temperature drying time is too long, especially in the joints and other parts.
3. Treatment: There is no effective way to deal with this for the time being.
4. Prevention: (1). Avoid using too long and high temperature drying (2). Add neutralizer accurately and ensure adequate final rinsing.
V. Corrosion:
1. Power capacitor cleaning machine surface changes: speckled brown corrosion spots, or strong collision surface wash coating off, mounted cut corrosion.
2. Reasons: (1). Metal is not fully lubricated resulting in mutual friction (2). Excessive contact with water or condensation for a long time (3). The influence of acid and alkali on the cationic surface.
3. Treatment: (1). Remove or repair damaged instruments (2). Remove rust with an acidic cleaning agent (3). Resharpening and polishing instruments.
4. Prevention: (1). Reduce prolonged exposure to acids, alkalis and nitrogen ions (2). Use water-soluble lubricants (3). Clean coarse contaminants immediately, rinse with pure water.
Although the machine is inanimate, it can also be disobedient if you don't treat it well. Only with good daily maintenance can you ensure that future work goes safely and smoothly.
Contact forms
Phone:+86 15222501181
Address:No.15, Xinghua Second Branch Road, Xiqing Economic and Technological Development Zone, Tianjin.
Email:mw@tongjie.cn
follow with interest






